 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


How Can a Screw Conveyor Improve Your Material Handling Efficiency?
Screw conveyors are critical components in modern industrial material handling systems, designed to move bulk materials efficiently, reliably, and with minimal maintenance. They are widely used in industries such as food processing, chemical production, mining, cement manufacturing, and wastewater treatment. A screw conveyor operates by rotating a helical screw blade (known as an auger) within a tube or trough, pushing materials forward along a controlled path.
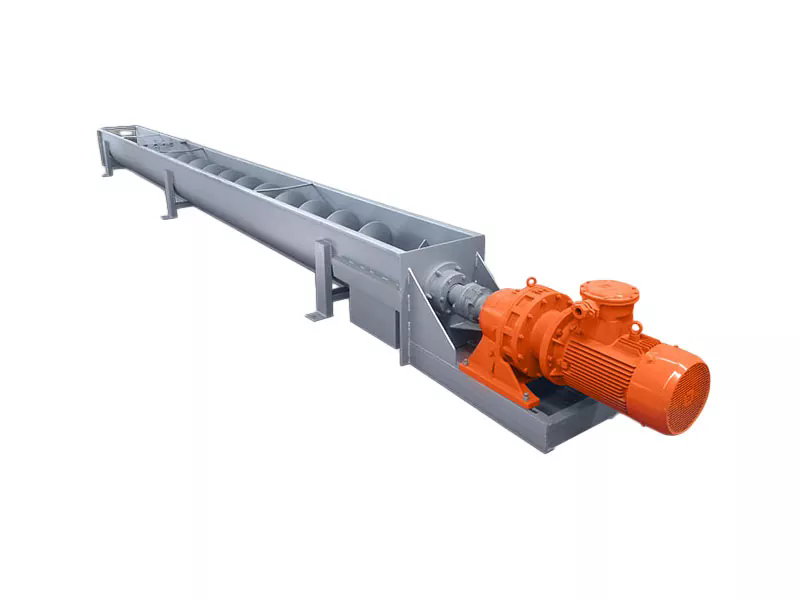
Key Technical Specifications of EPIC Screw Conveyors
| Parameter | Specification |
|---|---|
| Material | Carbon steel, stainless steel, alloy steel |
| Diameter Range | 100 mm – 1000 mm |
| Length | Up to 30 meters (customizable) |
| Screw Pitch | 0.8 – 1.5 × Diameter |
| Operating Temperature | -20°C to 400°C |
| Motor Power | 0.37 kW – 55 kW |
| Rotation Speed | 10 – 120 rpm |
| Capacity | 1 m³/h – 500 m³/h |
These parameters demonstrate the versatility of screw conveyors, allowing them to handle diverse materials such as powders, granules, and semi-solids under various environmental conditions.
How Does a Screw Conveyor Enhance Operational Flexibility in Industrial Applications?
Screw conveyors are preferred in many industries for their ability to efficiently transport a wide range of materials with minimal spillage or degradation. One major advantage is their adaptability: conveyors can be installed horizontally, inclined, or vertically, making them suitable for both compact and large-scale facilities.
Advantages of Screw Conveyors:
-
Controlled Material Flow: The auger design allows precise control over the volume of materials moved, reducing waste and optimizing production processes.
-
Durability and Low Maintenance: High-quality materials and a robust construction make screw conveyors resistant to wear, corrosion, and mechanical stress.
-
Energy Efficiency: Screw conveyors consume less power compared to pneumatic or belt systems, contributing to lower operational costs.
-
Customization Options: Diameter, pitch, rotation speed, and material type can be adjusted to meet specific production requirements, ensuring maximum performance.
Industries such as grain processing, cement plants, and chemical manufacturing benefit from screw conveyors’ ability to maintain a consistent, reliable material flow, reducing downtime and improving overall plant efficiency.
Common Questions About Screw Conveyors:
-
Q: What types of materials can a screw conveyor handle effectively?
A: Screw conveyors can transport powders, granules, small pellets, and semi-solid materials. However, sticky, abrasive, or highly fragile materials may require specialized screw designs, coatings, or trough modifications to prevent blockages and wear. -
Q: How do you determine the optimal screw diameter and pitch for a specific application?
A: Selection depends on material properties, required capacity, and conveyor length. Higher-viscosity materials need larger diameters and longer pitches for smooth movement, while free-flowing materials can use smaller screws with shorter pitches. Consulting with experienced engineers ensures optimal configuration.
How Can Future Trends in Screw Conveyor Design Transform Material Handling?
With growing industrial automation and sustainability requirements, screw conveyors are evolving beyond basic material transport. Innovations in design, sensors, and control systems are driving efficiency improvements and operational intelligence.
Future Developments Include:
-
Smart Sensors and IoT Integration: Sensors can monitor load, speed, and wear in real-time, allowing predictive maintenance and reducing unexpected downtime.
-
Advanced Materials and Coatings: Use of wear-resistant alloys and anti-corrosion coatings extends service life, especially in abrasive or chemically aggressive environments.
-
Energy-Saving Drives: Variable frequency drives and optimized screw geometry reduce energy consumption while maintaining high throughput.
-
Modular and Compact Designs: Modern designs allow quick installation, easier cleaning, and reduced space requirements, making them ideal for urban or constrained production facilities.
These trends indicate that screw conveyors are moving towards more intelligent, durable, and environmentally friendly operations, helping industries meet both productivity and sustainability goals.
How to Choose the Right Screw Conveyor for Your Production Needs?
Choosing the appropriate screw conveyor requires careful consideration of operational requirements, material characteristics, and environmental conditions. Key factors include:
-
Material Type: Powder, granular, sticky, or abrasive materials dictate the screw geometry and trough lining.
-
Capacity and Speed: Ensure the conveyor can handle the required throughput without causing material degradation or excessive wear.
-
Installation Orientation: Horizontal, inclined, or vertical setups affect motor power, pitch, and screw diameter.
-
Maintenance Accessibility: Easy access for inspection, cleaning, and lubrication minimizes downtime and improves longevity.
EPIC provides a full range of screw conveyors that meet diverse industrial requirements. With expertise in customizing conveyor solutions, EPIC ensures high efficiency, low maintenance, and reliable material handling across various sectors.
For inquiries about EPIC screw conveyors, or to receive a customized solution for your facility, Contact Us today to connect with our engineering specialists and explore how EPIC conveyors can enhance your production processes.
Send Inquiry



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy